沈阳工矿链条制造有限公司
赵经理:13889207788
传真:024-89350188
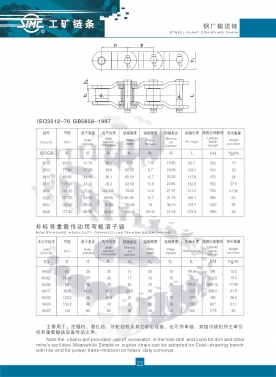
滚子链条-总结几点关于机床上传动链误差的减弱的措施,进一步的提高机械加工的精度和工作效率。
1.尽可能的要缩短传动链,比如下图所示的一台大批量生产中应用的螺纹磨床的传动系统,机床用可换的母丝杠和被加工工件是在同一个轴线上串联起来,母丝杠螺距等于工件螺距,传动链最短,就可以得到比较高的传动精度。
2.减少各个传动机械元件装配的时候的几何偏心,提高装配的精度。
3.提高传动链末端元件的制造精度,在一般的降速传动链中,末端元件的误差影响最大,所以末端元件如滚齿机的分度蜗轮,螺纹加工机床的母丝杠的精度应该最高。
4.在传动链中按降速比递增的原则分配到各个传动副的传动比。传动链末端的传动副的降速比取得越大,则传动链的其余各个传动元件的误差的影响越小,所以,分度蜗轮的齿数应该取得比较多,母丝杠的螺距也应该比较大,这将会有利用传动链误差。
5.采用校准装置,校正装置的实质是在原传动链中人为的加入一个误差,其大小和传动链本身的误差相等而方向相反,从而使得他们之间相互抵消。
比如高精度螺纹加工机床常常会曹勇机械式校准机构,如下图所示,根据测量被加工工件1的导程误差,设计出校正尺5上的校正曲线7,校正尺5固定在机床身上,加工螺纹的时候,机床母丝杠带动螺母2以及其他的固联的刀架和杠杆4移动。同时,校正尺5上的校准误差曲线7通过触头6,杠杆4使得螺母2产生一个附加传动,从而使得刀架得到一个附加位移,以补偿传动误差。
采用机械式的校正装置只能校正机床静态的传动误差,如果要校正机床的动态传动误差,则需要采用计算机控制的传动误差补偿装置。